| |
 |
 |
| |
![]() |
|
| PSDP系列伺服內置PLC引擎高級運動控制指令之追剪模塊的開發應用 |
![]() |
|
| CAM2 追剪指令 |
|
![]() |
|
|
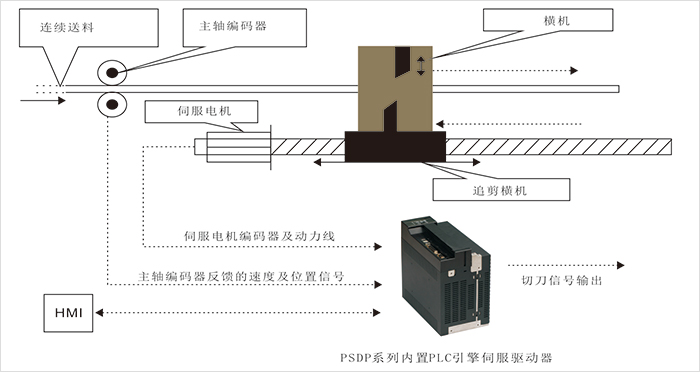
| 追剪控制,過去做法是整體規劃出追蹤到返回的曲線,在同步時預留足夠的同步時間,等切刀切斷,如果切刀沒切斷則保持同步,直到報警。用珠海運控CAM2追剪控制指令則不需要再規劃曲線,切割長度可通過參數設定,具有更大靈活性。同時使用CAM2指令可以簡化機械裝置,省去專用控制器,節省硬件成本,同時可以達到很好的追切效果,追剪設備結構如圖(1)所示: |
![]() |
 |
![]() |
|
| |
![]() |
|
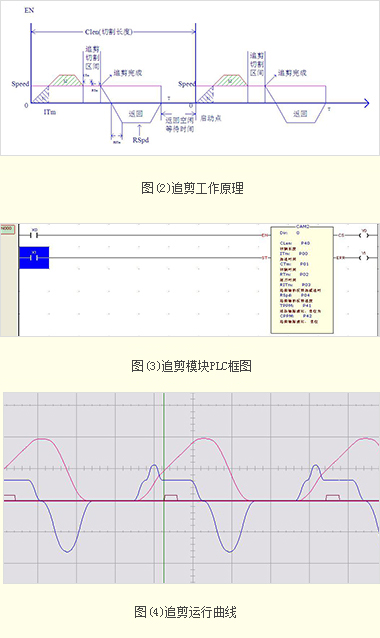
| 工作原理: |
![]() |
|
如圖(2)所示,功能指令內部對送料編碼器進行位置計數,計算送料長度。同時內部有測速器測量送料軸的速度,測得送料軸速度為示意圖中的Speed,當運行至加速時間ITm值時,追剪軸的速度與送料軸速度相同,送料軸與追剪軸的位置偏差為Speed * Itm - S1,即兩者間存在位置偏差,根據該位置偏差,計算超速的速度值,啟動S2進行位置追蹤補償,當走完S2個位置,速度降至與送料軸速度相等,此時送料軸速度與追剪軸從啟動到此時所走的位置是一致的,即輸出切割信號。
如圖(3)所示,X0作為CAM2使能信號,X1作為急停信號,Y0作為切刀信號輸出,Y1作為錯誤輸出。
如圖(4)所示紅色曲線為位置曲線,藍色曲線為速度曲線,紫色曲線為切刀信號輸出,從曲線中可以看出每次切刀輸出是在相同的位置,由于送料軸輸出的頻率是穩定的,這也說明了跟隨的穩定性很好。
由圖(2)可知,追切動作有以下狀態:
(1)超速狀態:送料持續進行,PSDP伺服驅動器CAM2指令偵測送料的長度及目前的送料速度,同時控制伺服電機依照S曲線加速至與送料速度同步;在進入同步速度的瞬間,系統根據位置偏差進行超速,以使位置偏差逐步減小,直至走完S2個脈沖,偏差為零,進入同步狀態。
(2)同步狀態:一旦進入同步狀態,PSDP伺服驅動器送出切刀信號給執行控制機構,要求執行切斷動作。同時,運動控制器依然持續偵測送料長度及送料速度,隨時保持鋸/機臺與材料之間的動態相對位置不變;如此才能確保裁切斷面的平整。當執行完成之后,機構返回自動退出。
(3)回車狀態:回車過程中,PSDP伺服驅動器仍持續偵測并累計送料長度。
(4)待機狀態:回車完成之后PSDP伺服驅動器系統自動進入待機狀態,等待下一循環的開始。 |
 |
| |
|
|
 |
 |
目前,應用追剪的系統越來越多,遍布各行業,有包裝行業的護角,建筑行業的鋼管鋼筋追鋸等,運控內置PLC引擎均有了大量成功案例。 |
|
|
珠海運控電機有限公司
地址:珠海市鳳凰路2088號珠都國際廣場A706 郵編:519000
電話:0756-2212076 2212077 2126270 傳真:0756-2126271
網址:?http://www.motion-con.com Email:webmaster@motion-con.com |
 |
