|
įōĒŚ(xi©żng)─┐ų„ę¬×ķ▓Ż┴¦¤ßÅØĒŚ(xi©żng)─┐Ż¼ų„ę¬ßśī”(du©¼)īóŲĮ├µ╩ųÖC(j©®)õō╗»─ż▓Ż┴¦═©▀^╝ė£ž╚┌╗»Ż¼Įø(j©®ng)▀^─źŠ▀▀M(j©¼n)ąą╝ėē║│╔ą═×ķŪ·├µõō╗»▓Ż┴¦Ą─æ¬(y©®ng)ė├
ĒŚ(xi©żng)─┐ę¬Ū¾Ż║
- ╔·«a(ch©Żn)ą¦┬╩Ż║1ĘųńŖ10Pcs
- £ž┐ž£╩(zh©│n)Ż║ī”(du©¼)ė┌Ū╗¾wā╚(n©©i)▓┐Ą─╝ė£ž╠Ä└ĒŻ¼ę¬Ū¾ā╚(n©©i)▓┐£žČ╚įO(sh©©)Č©┼cĘ┤ü£žČ╚Ż¼£ž▓ŅŠ½Č╚×ķš²žō(f©┤)Ų½▓Ņ1°
- Š½£╩(zh©│n)Č╚Ż║Ū╗¾wā╚(n©©i)▓┐Ą─═Ų┴Ž╦┼Ę■š`▓ŅŠ½Č╚▓╗┤¾ė┌50μŻ¼Ę±ätīóī¦(d©Żo)ų┬═Ų┴Ž▀^│╠ųą│÷¼F(xi©żn)Ħäė(d©░ng)ĘŁ▐D(zhu©Żn)ÜŌĖū┐©ūĪŪ╗¾wā╚(n©©i)▓┐│÷¼F(xi©żn)¤oĘ©ĘŁ▐D(zhu©Żn)ĄĮ╬╗Ą─å¢Ņ}
- ČÓ╣żørŻ║š¹╠ūÖC(j©®)Ų„Ż¼│²╦┼Ę■Č©╬╗Š½£╩(zh©│n)Ż¼ÜŌĖūäė(d©░ng)ū„▀ē▌ŗŲ§║ŽŻ¼£ž┐ž╠Ä└ĒŠ½£╩(zh©│n)Ż¼▒╚└²ķy╝ėē║ÜŌĖū╝ėē║┐╔┐žŻ¼ę║Ą¬└õģs│õĘųĄĮ╬╗Ż¼╝ė╦«ł¾(b©żo)Š»╝░Ģr(sh©¬)£╩(zh©│n)┤_
- ęūė├ąįŻ║¼F(xi©żn)ł÷(ch©Żng)╚╦åT│²║åå╬▀M(j©¼n)ąąĘ┼┴Ž═ŌŻ¼▓╗▀^ČÓģó┼cÖC(j©®)Ų„Ą─ūįäė(d©░ng)╣żū„ųąĪŻ
ģR┤©įO(sh©©)éõŻ║
|
ą“╠¢(h©żo)
|
«a(ch©Żn)ŲĘ├¹ĘQ
|
ą═╠¢(h©żo)
|
éõūó
|
öĄ(sh©┤)┴┐
|
|
1
|
HMI
|
IT6100E
|
╚╦ÖC(j©®)Įń├µ
|
1
|
|
2
|
PLC
|
H3U-3232MT
|
┐žųŲŲ„
|
1
|
|
3
|
DA─ŻēK
|
AM600-4DA
|
4┬ĘDA
|
1
|
|
4
|
▌ö╚ļ─ŻēK
|
AM600-3200END
|
32³c(di©Żn)▌ö╚ļ
|
3
|
|
4
|
▌ö│÷─ŻēK
|
AM600-3200ETN
|
32³c(di©Żn)▌ö│÷
|
3
|
|
5
|
╦┼Ę■ļŖÖC(j©®)
|
MS1H1-40B30CB-A331Z
|
400WļŖÖC(j©®)
|
1
|
|
6
|
╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„
|
IS620PS2R8I-IAB-C
|
400W“ī(q©▒)äė(d©░ng)
|
1
|
|
7
|
╦┼Ę■ļŖÖC(j©®)
|
MS1H1-75B30CB-A331Z
|
750WļŖÖC(j©®)
|
1
|
|
8
|
╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„
|
IS620PS5R5I-IAB-C
|
750W“ī(q©▒)äė(d©░ng)
|
1
|

▓╔ė├ģR┤©H3Uęįęį╠½ŠW(w©Żng)ĘĮ╩Į═©ėŹė|├■Ų┴Ż¼▓╔ė├485═©ėŹĘĮ╩Į═©ėŹ┐žųŲ╔Į╬õ£ž┐žŲ„Ż¼ęį├}ø_ą╬╩Į┐žųŲ╦┼Ę■Ż¼ęįCanlinkĘĮ╩Įūx╚Ī╦┼Ę■ł¾(b©żo)Š»╣Ø(ji©”)╩ĪĮėŠĆŻ¼ęį4DA─ŻēK┐žųŲĮoČ©─ŻöM┴┐ļŖē║┐žųŲSMC▒╚└²ķy▀M(j©¼n)ąą╝ėē║╠Ä└Ē
Ż©ę╗Ż®ĘĮ░Ėā×(y©Łu)³c(di©Żn)Ż║
- ▓╔ė├ģR┤©Canlinką╬ä▌(sh©¼)Ž┬┐žųŲ╦┼Ę■Ż¼Canlinkī┘ė┌ėąį┤═©ėŹŻ¼┐╣Ė╔ö_─▄┴”Ė▀ė┌485═©ėŹŻ¼Ūę╦┼Ę■┼cPLCų«ķgĄ─═©ėŹöĄ(sh©┤)ō■(j©┤)é„▌ö┼õų├╚▌ęūŻ¼▓ó┐╔ßśī”(du©¼)¼F(xi©żn)ł÷(ch©Żng)īŹ(sh©¬)ļHŚl╝■▀xō±ČÓĘNė|░l(f©Ī)ą╬╩ĮŻ¼┐╔īŹ(sh©¬)Ģr(sh©¬)▀M(j©¼n)ąąöĄ(sh©┤)ō■(j©┤)é„▌öŻ¼ę▓┐╔ęį▀xō±╚╦×ķė|░l(f©Ī)╩┬╝■é„▌öŻ¼Ūę▓╔ė├Canlinką╬ä▌(sh©¼)Ž┬Ą─═©ėŹ╦┘┬╩ūŅĖ▀┐╔▀_(d©ó)1M
- ▓╔ė├485ą╬╩Į┼õ║Ž┐žųŲ╔Į╬õ£ž┐žŻ¼ģR┤©485═©ėŹų▒Įė┼õų├▒ĒĖ±ī”(du©¼)æ¬(y©®ng)£ž┐žĄžųĘ╝┤┐╔Ż¼¤oąĶ┼õų├▀^┤¾╠ž╩Ōś╦(bi©Īo)ųŠ
- ▓╔ė├4DA┐žųŲSMC▒╚└²ķyŻ¼ģR┤©4DA─ŻēK╦óą┬╦┘┬╩ūŅ┐ņ×ķ1msŻ¼ØMūŃ¼F(xi©żn)ł÷(ch©Żng)┐žųŲę¬Ū¾
- ▓╔ė├ęį╠½ŠW(w©Żng)ĘĮ╩Į┐žųŲė|├■Ų┴Ż¼╣Ø(ji©”)╩ĪĮėŠĆĪŻ
Ż©Č■Ż®¼F(xi©żn)ł÷(ch©Żng)ļy³c(di©Żn)å¢Ņ}╝░ĮŌøQĘĮ░Ėšf├„Ż║
1Īó4DA┐žųŲ▒╚└²ķyŻ║
═©▀^ČÓ═©Ą└Ż¼ČÓĮM┐╔įO(sh©©)Č©╬╗ų├▀M(j©¼n)ąą┼õ║Ž╣Ō¢┼│▀Ż¼īŹ(sh©¬)¼F(xi©żn)▓╗═¼ģ^(q©▒)ė“?q©▒)”DA─ŻēK▌ö│÷ļŖē║ė░Ēæ▒╚└²ķyŻ¼īŹ(sh©¬)¼F(xi©żn)Ž┬ē║▀^│╠ųąŻ¼ē║┴”┐╔š{(di©żo)
2ĪóŪ╗¾w╦┼Ę■Č©╬╗Š½£╩(zh©│n)Č╚Ż║
▓╔ė├├}ø_┐žųŲĘĮ╩Į┐sąĪĒææ¬(y©®ng)Ģr(sh©¬)ķgŻ¼▀m«ö(d©Īng)įO(sh©©)Č©æT┴┐ęį╝░äéąį┐sČ╠š¹Č©ų▄Ų┌Ż¼┼õ║ŽCanlink═©ėŹīŹ(sh©¬)¼F(xi©żn)īóŠÄ┤aŲ„öĄ(sh©┤)ō■(j©┤)Ę┤üĮoPLC├}ø_░l(f©Ī)╦═┐┌īŹ(sh©¬)¼F(xi©żn)Ę┤ü╬╗ų├┼c░l(f©Ī)╦═╬╗ų├Ą─ķ]Łh(hu©ón)Öz£y(c©©)ĪŻ
3Īó£ž┐ž╠Ä└ĒŻ║
┼õ║Ž╔Į╬õ£ž┐žīŹ(sh©¬)╩®£ž┐žPIDūįš¹Č©Ż¼┼õ║Ž╔Į╬õ£ž┐ž▀M(j©¼n)ąą╝ė£ž│¼Ģr(sh©¬)īŹ(sh©¬)¼F(xi©żn)Ą─ūįäė(d©░ng)└õģs▌ö│÷ī”(du©¼)æ¬(y©®ng)ĪŻ
¼F(xi©żn)ł÷(ch©Żng)HMIŻ║
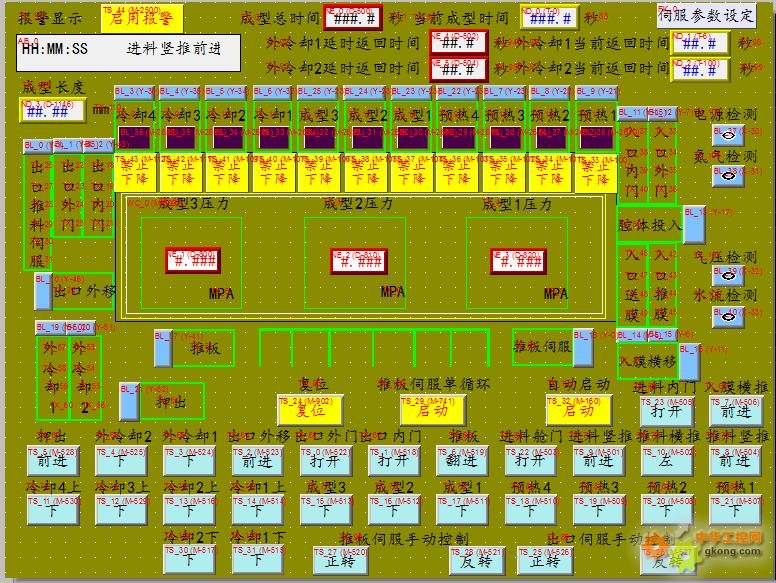
|

