|
һ����ˇ
���Ԅ�ĥ��������ĥ�ߌ����������M��ĥ���ӹ��ęC������ĥ�������ŷ�늙C�M�о��_��λ�����ø����D�ӵ�ɰ݆�������M�д�ĥ��
����ԭ��
1��ʹ���˙C�����cPLCͨӍ�M�Д����Ľ��Q��PLC�l���}�_���ͷ�����̖�o�ŷ����������ƃ��_�ŷ�늙C���O���Ĺ�ˇ�M�Є������_�����_���Ƶ�Ŀ�ġ�
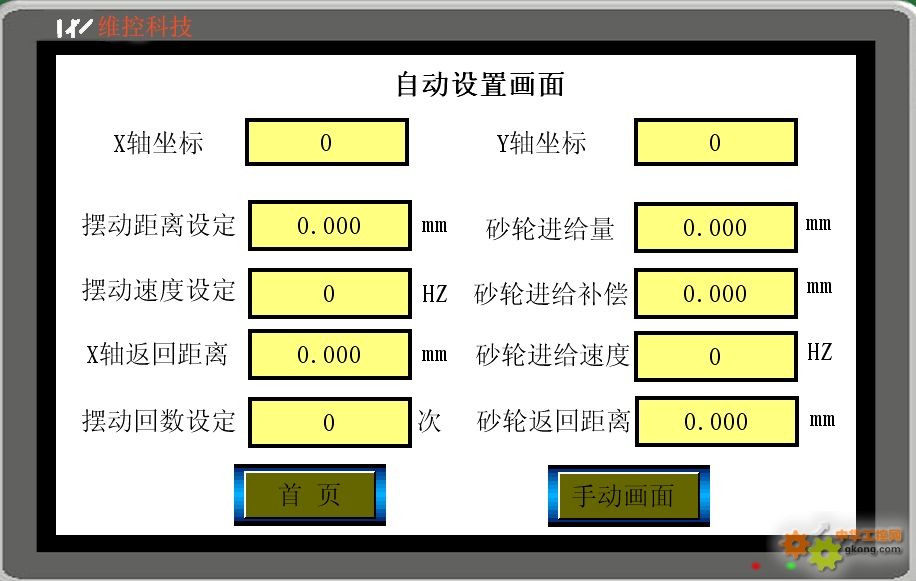
2���Ԅӹ�����ʽ:����������ͨ�^�˙C���挑��PLC��PLC���O�������M�й������Ɍ��F�o�M�a���Ĺ��ܣ���һ�������r�g�Ȳ���Ҫ�l���ĸ��Ĕ������_��ɰ݆��ĥ�p����ߴ�ĥ���ʶȼ�����Ч�ʡ�
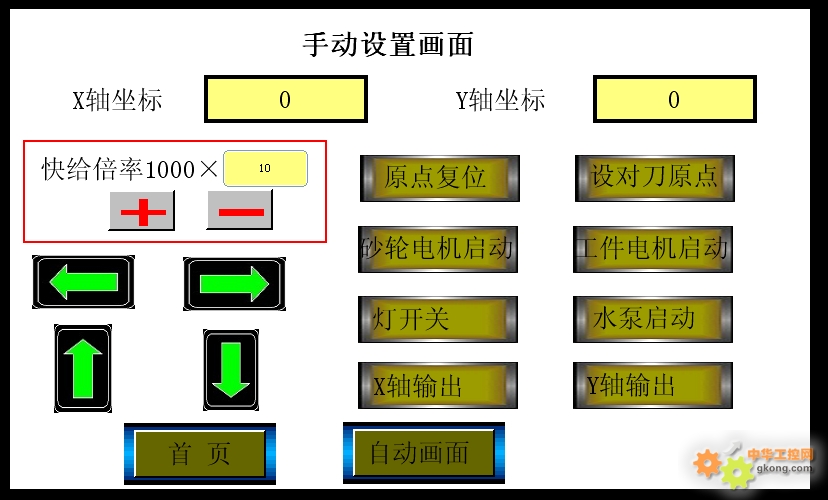
3���քӹ�����B�����ք�ģʽ�£���ͨ�^�u�U�M�з�����Ƅӣ��ɸ��ı��ʣ���Ҳ���x����݆�M�о��_���M�o�������ք����M��������ͬ�����Ĵ�ĥ��
��������
- �ԄӅ����O�ã����ڴ�������ĥ�����r���O�ã����w�������£�����ɰ݆�o�M�a���������O��ɰ݆��ÿ�δ�ĥ�е�ĥ�p�����Ɍ��F�����ą������m����
- �քӅ����O�ã������քӹ�����B�����Óu�U���ƴ���x���Ƅӣ�һ�����ڌ��������ɸ��ı��ʣ����F��ͬ�ٶȵĽo�M����݆ģʽ�����ھ��ʌ��������������r���քӴ�ĥ������ָʾ�����ڸ�������B���@ʾ��
�ġ����c
1.�����ٵ�I/O�c����εIJ����팍�F�������c�͌������c���O��
2.������ε���һ�Σ��ؙCе���c�������߾��x
3.ʹ�ø����`���LD=ָ������������
4.����̎�������@�γ����У�����̎����һ���y�c�����ڲ�ͬ������B�µķ�ʽ��ͬ��������̎��ҲҪ�����������ʽ�M��������Ӌ��
5.X��Y���˵��@ʾ�����ڲ����b���a�����@�ӌ�X��Y���˵��@ʾֻ�������}�_ݔ���Ĵ����Ĕ�����Ӌ�㣬�������ஔ���Ӌ����
�塢���Y
�@�γ����У������_ʼ���˾����y�ȣ��]�а���Ҏ��������ˇ���̈D���]�кܺõķ���M��D�ĵ�ַ���_ʼ�õı��S�⣬�����ڴ���Ӌ�����Ў״������ڵ�ַ�ě_ͻ�ij����e�`���Ժ�Ҫ����Ҫ�B�����õľ��̷�������߾���Ч�ʡ�
http://v.youku.com/v_show/id_XODkxNjI0MDEy.html
|

